
How to measure a bearing
Sometimes you may need to identify a bearing due to general wear and tear. Most bearing references now are laser stamped but these wear and rub off more quickly than the previous method, which was engraved deep in the bearing’s metal.
How to measure a bearing
Measurement of bearing hole


Each bearing has an inner diameter, an outer diameter, and a width diameter in sequence. The dimensions of most bearings are metric, but they can also be imperial. On our website, each bearing shows its main dimensions.
d = inner diameter
D = outer diameter
B/T = width diameter
You can search for bearings by entering this information in the box provided on the homepage.
Once you have determined the bearing code, some bearings have seals or protective covers. This is called a suffix in the bearing reference.
After checking the reference size with the inner diameter gauge on the outer micrometer, the bearing hole can be measured. At the same time, the roundness and cylindricity of the bearing hole must be measured. The scorched bearing often makes the diameter of the hole near the opening smaller and the roundness is out of tolerance, which is extremely unfavorable to the normal operation of the bearing. If the connecting rod bolt positioning surface is loose, it will cause the connecting rod bearing cover to shift, and the roundness of the bearing hole will be out of tolerance. The roundness error of the bearing hole should be controlled within the dimensional tolerance range, and the cylindricity should be strictly controlled.
Measurement of the main dimensions of the bearing
①Bearing thickness: The fixed probe of the outer micrometer changes from a flat surface to a spherical surface, which can be used to measure the thickness of the bearing. The thickness of the approach path should generally be controlled within the range of 0.005~0.010mm. Otherwise, the inner diameter of the direction will be out of tolerance. The movement has a slight thinning near the opening, so be careful when measuring.
②The tightness of the fit between the bearing and the bearing hole: the tightness of the fit is ensured by the height of the free spring opening of the channel and the remaining surface. The method of measuring the remaining surface size is as follows: Assemble the bearing according to the regulations, tighten the bearing cap bolts to the prescribed torque, loosen one of the bolts, and measure the gap between the bearing interface and the bearing cap with a feeler gauge. The value should be in the range of 0.05 to 0.15 mm. within.
③Bearing inner diameter: before measurement, the bearing should be assembled according to the regulations, and the bearing cap bolts should be tightened according to the specified torque. Use the inner diameter gauge to measure the reference dimension on the outer diameter micrometer. Avoid the refinement area when calculating. The difference between the inner diameter of the bearing and the outer diameter of the corresponding journal is the matching clearance.
④The coaxiality of the main bearing inner hole: the coaxiality error of the central channel cavity is mainly caused by the coaxiality error of the bearing hole. The cause of the concentricity error of the bearing hole is the deformation of the cylinder. When the radial circle runs out of the guide journal within the specified tolerance range, check the alignment mark of the guide journal and the bearing. If the alignment mark positions of each main approach are inconsistent, it indicates that the coaxiality error is relatively large. You can use scraping, boring bearings, or the solution is to replace the cylinder block. Otherwise, it is not easy to ensure the normal operation of the engine.
Bearing Example
The bearing type design that you need is a single-row deep groove ball bearing with the following dimensions and suffix.

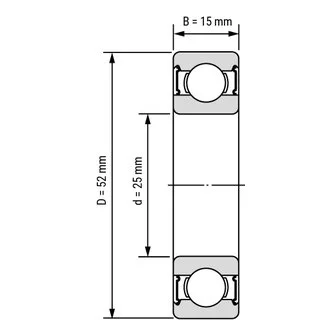
d = 25mm
D = 52mm
B/T = 15mm
The bearing also has a seal on either side of the bearing.
2RS1 = 2 Rubber seals
2RSR = 2 Rubber seals
DDU = 2 Rubber seals
2Z = 2 Metal shields
ZZ = 2 Metal Shields
Result = 6205 2RS1


And the internal clearance being C3 means that the bearing has room for expansion if needed between the races of the bearing, whilst holding the outer ring and moving the inner ring in a radial movement you will detect a little amount of play between the 2 rings. All standard clearance bearings have this movement, it may only be a small amount of movement but is controlled by international standards. C3 means the bearing has more clearance than standard.
For example, we may use C3 clearance on bearings where a cold start-up application may cause the balls to heat up quickly, the heat needs to go somewhere. Some of the heat gets passed through the outer race to the housing and the inner race to the shaft, this causes expansion which closes up the clearance in the bearing. If you did not allow for this clearance the bearing would not have room for expansion and lead to bearing failure.
C2 = Clearance less than normal
C3 = Clearance greater than normal
C4 = Clearance greater than C3
Result = 6205 2RS1C3